销售经理:13015583380
24小时技术支持热线:13015583380
电话:0379-69766926
传真:0379-69766926
邮 箱:1390003299@qq.com
地址:河南省洛阳市洛新工业园区

TL400型铝管感应加热连续退火生产线
一、整机机结构
连续在线退火炉由放料机构、夹矫主机、加热中频炉、保温用中频炉、淬火及吹干机构、张紧机构、收料机构及辅助系统测速装置、计算机控制核心系统组成。在连续在线退火机组中,感应加热炉是整机正常运行的核心,计算机自动控制系统为控制核心。
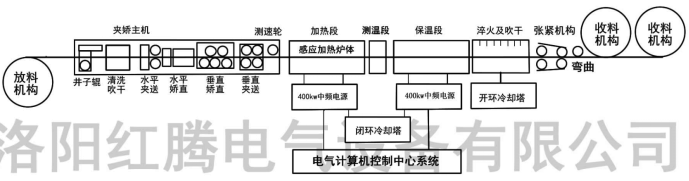
TL400型铝管感应加热连续退火生产线工艺流程图
工艺流程:放料筐就位―铝管经活套检测机构穿过井字辊至前夹送机构―清洗外壁―吹干―水平矫直―垂直矫直―垂直夹送―感应加热―保温―淬火冷却―吹干―夹送张紧机构―收料
二、控制制系统结构及特点
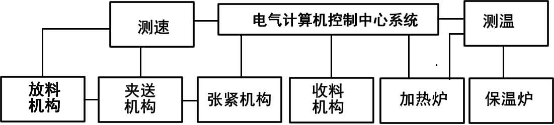
铝管感应加热连续退火生产线为全自动工作方式,在完成引管工作后,操作人员只需在线设置退火线速度和退火温度,其它所有操作均由计算机自动实现。TL400的控制系统结构如图所示。
本控制系统有以下特点:
(1)收、放料机构和夹矫机构的驱动系统采用系列矢量控制器,张紧机构的驱动系统采用直流控制器。
(2)计算机系统采用台湾研华。操作系统xp可以实现联网控制。
(3)人机接口采用三星23寸LED屏触摸屏十分方便操作和调试人员进行系统监控。
(5)应用软件除常规的逻辑控制外,管材感应连续退火控制器应用软件,具有以下功能:
①P―V(功率一速度)自动跟随功能。根据管材规格和退火工艺要求,中频电源
输出功率自动跟随铝管速度变化,保证退火温度稳定。TL400型铝管速度可在20一400m/min连续可调。
②采用实测模块计算中频电源的控制电压。该法简单可靠,不受测温度装置、
测功率系统工作状态的影响。精确的功率控制模型保证了退火炉的控制精度。
③铝管的微张力控制功能。铝管在加热过程中实现自动建张,从而使铝管在退火
状态下不被拉伸或堆缩。
④收、放料速度补偿功能。用活套检测和收、放料速度补偿计算,保证料筐的收、
放料速度跟随退火铝管的线速度变化,且放料稳定、收料均衡。
三、设备主要技术参数
|
序号 |
名称 |
规格 |
备注 |
||
|
1 |
加热材质 |
铝及铝合 |
|
||
|
2 |
退火管材外径 |
Φ6.0―22.0mm |
|
||
|
3 |
Z大壁厚 |
0.3-2.0mm |
|
||
|
4 |
退火速度 |
30~400m/min |
|
||
|
5 |
中频电源总功率 |
400KW |
|
||
|
6 |
管材Z高退火温度 |
550℃ |
|
||
|
7 |
管材正常退火温度 |
400-450℃ |
|
||
|
8 |
料筐规格 |
Φ3050×1500mm |
|
||
|
9 |
Z大料重 |
600kg |
|
||
|
10 |
Z大收放卷驱动能力: |
2000kg(铝管+料筐) |
|
||
|
11 |
退火后铝管质量标准: |
符合现行国家标准 |
|
||
|
12 |
收放料辊道 |
两工位 |
|
||
|
13 |
控制电源总功率 |
90kW |
|
||
|
14 |
机组总装机功率 |
900kw |
|
||
|
15 |
设备总重 |
30T |
|
||
|
16 |
液压系统压力 |
100kgf/cm2 |
|
||
|
17 |
液压系统流量 |
10L/min |
|
||
|
18 |
压缩空气压力 |
4-7kgf/cm2 |
|
||
|
19 |
压缩气体用量 |
120-200Nm3/h |
|
||
|
20 |
氮气压力 |
3-5kgf/cm2 |
|
||
|
21 |
氮气流量 |
60-80Nm3/h |
|
||
|
22 |
电源闭环冷却塔 |
|
|
||
|
23 |
开环冷却塔 |
|
|
||
|
24 |
占地面积
|
机组宽度12620mm 机组中心高1100mm 机组总长27050 mm 机组总高2200mm 收放料中心距24000 mm |
|
||
|
25 |
总装机容量(1000kW) |
|
|||
|
炉型 |
中频电源总功率 |
电机总功率 |
控制电源功率 |
总容量 |
|
|
TL400/×400 |
2×400 |
80 |
10 |
900 |
|
LTL400×450型铝管感应连续退火装置(简称退火炉)主要技术规格如下:
|
规格代号 |
TL400/2×450 |
|
Z高退火速度(m/min) |
400 |
|
中频电源标称功率(kW) |
400KW |
|
退火管材Z大外径(mm) |
28.0 |
|
退火管材Z小外径(mm) |
7.0 |
|
管材Z高退火温度(℃) |
550 |
|
管材正常退火温度(℃) |
450 |




















电 话:0379―69766926 手 机:15038554363