销售经理:13015583380
24小时技术支持热线:13015583380
电话:0379-69766926
传真:0379-69766926
邮 箱:1390003299@qq.com
地址:河南省洛阳市洛新工业园区
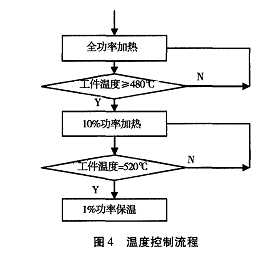
100kW中频炉感应加热球齿钎头固齿机研制原理是:操作者踩动脚踏开关发出启动指令给 PLC时,升降气缸得到PLC的上升指令将感应器平台升起。上升到预定位置时,接近开关给PLC又发出定位指令,气缸解除锁定,解除转盘定位,操作者转动转盘将球齿钎头移到加热工位。当红外线测温仪检测到球齿钎头已进入加热工位时,PLC又发出定位气缸锁定指令及恒温加热AL一808P控制器发出加热指令电气控制系统中,恒温加热控制是系统的重点, 关系到成功以否。根据感应加热系统升温快,降温陕的特点,中频恒温加热控制属于单相、大惯性、超滞后系统,因此采用简单的通断控制会造成温度波动过大的问题,不能很好的恒温加热控制保持温度,温度由感应线圈通过的电流决定,而感应电流又由感应电压决定,控制感应线圈电压就可以保证工件所达到温 度,温度与电压之间存在着对应的固定关系,这在试生产阶段做过电压与温度的关系曲线,控制了电压,证明温度也得到控制,因此要对中频炉电压进行精确 的电压控制,而感应电压采用模糊控制模型,根据工件的温度变化采用相应的控制曲线。通过调研和技术经济论证,决定采用红外线测温方法,AL一808P人工智能温度控制器实现温度控制和测量、报警。系统 使用1个温度监控点作为控制模型的主要元素进行系统控制,在工位1感应加热点加装红外线测温仪测 量数据,这些测量数据采集到恒温加热控制系统(AL 808P人工智能温度控制器)进行处理。恒温加热 控制系统根据操作人员对温度的设定,对感应线圈电 压进行调整控制,采取相应的温度控制曲线,对中频电源进行电压调节,以形成闭环控制,以便达到控制 温度的目的。控制模型为图4。
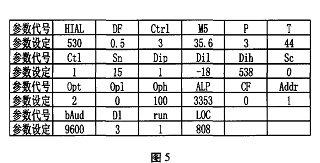
AL一808P人工智能温度控制器参数功能设定 如图5。
![]()
![]()
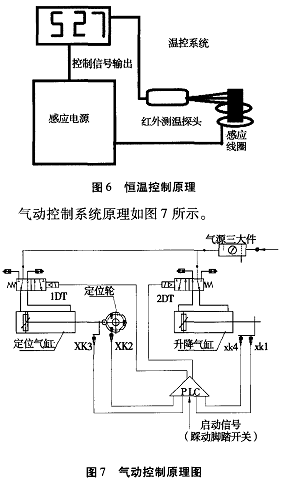
设计的恒温加热控制系统是一套快速响应,快速温度控制的系统,保证加热球齿钎头的温度的稳定,同时可以根据工艺要求准确控制球齿钎头的加热时间及保温时间。控温原理是,红外线测温探头将球齿钎头温度信号传送到AL一808P人工智能温度控制器,AL一808P人工智能温度控制器根据工艺设定输出调节信号到感应电源系统,达到自动控温的目的。具有紧急停止功能其系统框图如图6所示。
图中xK4、XK1作为扩展升降台,升降位置自动锁定功能时用。此时升降气缸的控制阀应改配三位五通、双电控、O型功能电磁阀。配三位五通、单电控电磁阀时,升降台的升降位置锁定功能,由机械方法来实现。




















电 话:0379―69766926 手 机:15038554363